工艺能力
激光切割
±0.2mm精密切割
激光切割是一种专为薄板金属打造的高效切割方式,通过高功率密度激光束照射被切割材料,使材料快速被加热至汽化温度,蒸发形成孔洞,随着光束对材料的移动,孔洞连续形成宽度极窄(如0.1mm左右)的切缝,最终完成对材料的切割。
加工优势:切缝窄、切割质量好,变形量小、精度低至±0.2mm,支持最大1220*2440mm尺寸、最大6mm板厚的板材切割,可加工复杂形状工件,兼顾小型精密件与大型钣金件的加工能力。
多材质适配
嘉立创钣金加工配备氮气、氧气、空气多气路切割系统,可灵活适配冷轧板、镀锌板、不锈钢、铝合金等多种常用钣金材质,针对不同材质特性优化切割参数,确保切割质量稳定,减少材质变形、切口缺陷,适配多样化产品定制需求。
一件起做,24h交付
我们提供无起订量限制的服务,支持客户从一件起订,大幅降低产品试制与小批量生产的成本,为企业在研发和生产初期提供更高的灵活性。与此同时,我们致力于提升交付效率,最快可实现24小时发货,能够高效响应客户的紧急订单需求。通过灵活定制与快速交付的结合,我们帮助客户显著缩短生产周期,加速产品上市进程,从而抢占市场先机,提升竞争力。无论是试制阶段还是小批量生产,我们的服务都旨在为客户提供更高效、更经济的解决方案,助力企业在快速变化的市场环境中取得成功。
折弯
高精度折弯
折弯成型是嘉立创钣金加工的核心工艺之一,通过将上、下模分别固定于折弯机床的上、下工作台,利用液压传输或伺服驱动工作台的相对运动,实现板材的精准折弯成形。 嘉立创钣金配备业内领先的纯电伺服折弯机及完备的模具体系,可适配不同厚度金属板材,提供高精度、高一致性的折弯成型服务。
多成型类型
我们配备了直刀、尖刀、大弯刀等标准刀具,可实现锐角、直角、钝角等任意角度折弯,支持死边(压死边)、拍平、段差(Z型)折弯等复杂成型,覆盖多样化设计需求。 更拥有行业领先的定制圆弧模具系列,10mm及以下以1mm为跨度,10mm至40mm以5mm为跨度,无需额外赶刀加工,即可充分满足绝大多数圆弧折弯(R角)需求。
设计适配
我们全面适配从常规到复杂的各类折弯需求,涵盖机箱、支架等多类产品,1件起做,无论小规模试产还是大规模量产,均能高效适配、稳定交付。同时依托清晰的工艺规范,在设计阶段为您规避折弯工艺风险,提供专业适配建议,助力设计方案落地,实现设计与制造的无缝衔接,提升生产效率、降低试产成本。
冲压
数控转塔冲床
嘉立创钣金配备专业数控转塔冲床。它是现代钣金加工核心智能设备,也是钣金柔性生产核心单元,集数控自动化控制、多工位模具集成、高速精密冲压能力于一体。该设备搭载带多工位模具库的旋转转塔,可实现自动定位、毫秒级换模与全流程自动化冲压。 相较传统冲床具有冲压效率高、换模快的优势。尺寸一致性强,兼具量产与小批量定制需求,规模化生产的边际成本优势显著。
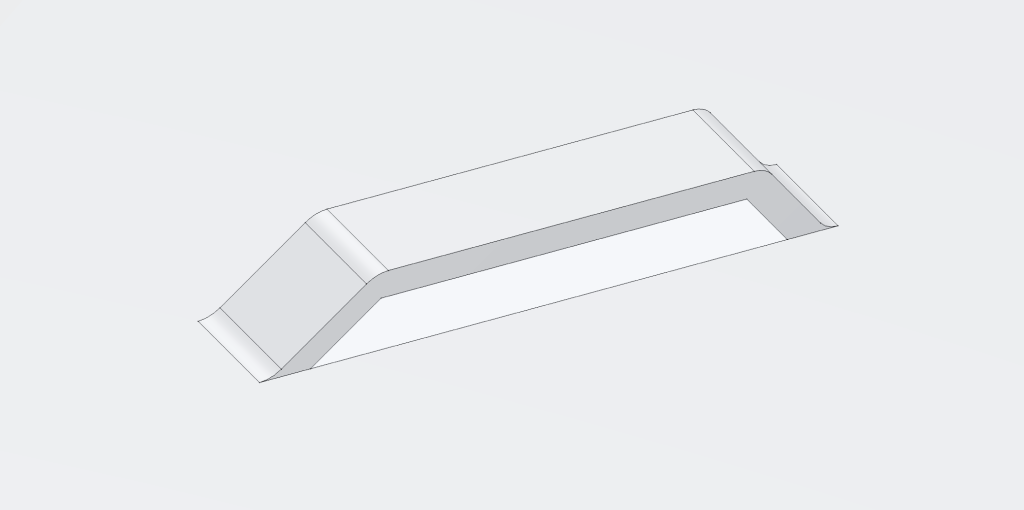
多形制适配
嘉立创钣金冲压工艺配备了多套标准成型模具,无需额外开模,支持60*15*5、80*15*5、30*10*5三种规格的百叶窗冲压(5mm高度包含板厚),同时可稳定完成搭桥、凸点、冲孔等各类常规冲压特征加工,一站式满足多元化加工需求。冲压是机箱机柜、电气控制箱、家电五金、汽车配件等产品生产的核心工艺,适配多行业生产需求。
冲割复合
嘉立创钣金独家配置了激光切割机与冲压复合机,集成80余种标准成型模具,可在线完成沉孔、攻牙等加工工序,实现一次成型,消除二次加工损伤,兼顾加工精度与效率,进一步提升生产便捷度,实现加工全流程一体化,适配各类精密钣金件的高效加工需求。
压铆/抽芽
压铆
嘉立创钣金提供专业的代加工压铆服务,并备有齐全的标准压铆件现货库存,可满足绝大多数设计需求,快速响应交付。 主要类型涵盖压铆螺钉/压铆螺母/压铆螺柱/定位销/松不脱等;规格覆盖M2.5到M8;主体材质包含碳钢/不锈钢/铝合金,均有现货库存。针对非标或特殊型号压铆件,支持客户自行采购邮寄。
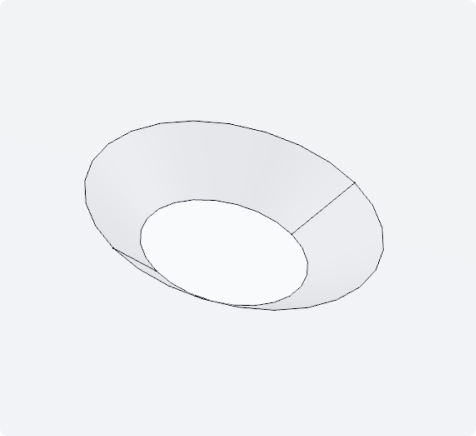
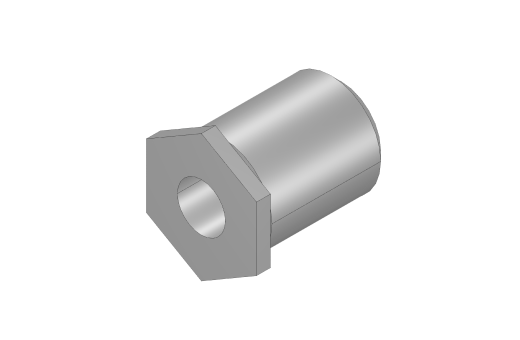
抽芽
抽芽(又称抽孔、攻丝翻边)属于板材局部冷拉伸成型工艺,是薄板件精密连接的核心工艺。通过专用模具在冲制预制底孔的金属板材上,将孔边缘沿垂直板面方向翻出一段带均匀壁厚的空心管状凸台。 该工艺解决薄板直接攻丝啮合牙数不足、极易滑牙的行业痛点——当板材厚度不足螺纹公称直径1/2时,抽芽可大幅增加螺纹啮合长度,保障连接强度。同时可适配零件定位凸台、穿线护边、铆接预成型、板材局部补强等场景。
全场景连接方案
除标准压铆、抽芽工艺外,嘉立创钣金还提供种焊、拉铆、点焊等多种钣金件连接方案,覆盖从常规装配到特殊工况的全场景连接需求。依托专业的DFM面向制造设计规范,可针对不同板材材质、产品结构、外观要求与装配标准,提供定制化连接工艺解决方案,在设计阶段提前规避工艺风险,实现设计与制造的无缝衔接,全面保障连接强度与产品品质稳定。
焊接
核心焊接能力
焊接是构建复杂钣金结构的关键工艺,嘉立创钣金采用以激光焊为主、氩弧焊为辅的精密焊接策略,智能匹配工艺需求。激光焊热影响区小、变形低,焊缝精细、速度快、适配高精度、高外观要求产品;氩弧焊焊缝成型好、适配材料广,适用于较厚板材、铝合金及特殊位置焊接。
此外,我司还配备二保焊、种焊螺钉机等设备,全面覆盖各类焊接场景,满足多样化加工需求。
智能判定与自主可控
依托智能系统与工程团队,嘉立创钣金将根据3D模型自动判定焊接需求。焊缝H:T≤10:1默认不焊,H:T>10:1或闭合结构自动触发焊接;拼焊智能合并无约束相连零件,简化设计提交流程,避免过度加工。同时我们赋予客户充分的工艺选择权与控制权,坚持透明加工,自动判定的焊接可复核调整。
客户可在报价后查看焊接位置、手动取消非必要焊接;特殊强度、密封或外观要求,可在订单备注中说明,将调整工艺适配。
焊后处理与变形控制
焊后处理是将标准焊接后会进行焊缝打磨,使表面平整。根据需求,可提供精细抛光,使焊缝与母材齐平,满足高端外观要求。凭借激光焊的低热输入优势及成熟的工装夹具体系,我们能有效控制焊接变形,保证产品整体精度。
攻牙/沉孔
攻牙
攻牙(又称攻丝),是钣金与机械加工中经典的内螺纹冷加工工艺。指钳工以专用丝锥、攻丝绞手为核心工具,在工件预制底孔内,通过人工精准控制旋转与进给,在孔壁切削加工出符合标准规格的内螺纹,是小批量、精细化螺纹加工的常用方案,为钣金件提供可靠的螺纹连接基础。
沉孔
沉孔是为实现紧固件平齐装配而配套的关键工艺,在孔口位置加工出与螺丝头部匹配的凹陷台阶,使螺栓、螺钉头部完全沉入板面,达到装配面平整无凸起的效果。主要分为锥形沉头孔和圆柱形沉孔两类,分别适配沉头螺丝与内六角圆柱头螺丝,兼顾外观整洁与装配安全。
工艺协同与典型应用
攻牙与沉孔是钣金紧固装配中功能互补的配套工艺:攻牙保障螺纹连接强度,沉孔实现外观平整无干涉。行业常用上沉下攻分体式紧固方案,上层沉孔、下层攻牙,广泛用于机箱机柜、设备外壳、支架面板等产品,在保证锁紧牢固的同时,实现外观齐平、装配无干涉的优质效果。